
Лазер өслеген эшкәртү - бу югары энергия тыгызлыгы лазер нурын контакт булмаган рәвештә җылыту өчен, һәм материал өслеген үткәргеч суыту ярдәмендә аның өслеген үзгәртүен тормышка ашыручы технология.Бу материаль өслекнең механик һәм физик үзлекләрен яхшырту, шулай ук киемгә каршы тору, коррозиягә каршы тору һәм өлешләрнең ару чыдамлыгы.Соңгы елларда лазерны чистарту, лазерны сүндерү, лазер эретү, лазер шокын ныгыту һәм лазер белән аннальләштерү кебек лазер өслеген эшкәртү технологияләре, шулай ук лазер белән каплау, лазер 3D бастыру, лазер электроплатасы һәм башка лазер өстәмә җитештерү технологияләре киң куллану перспективаларын үзләштерделәр. .

1. Лазер чистарту
Лазер чистарту - тиз үсә торган яңа өслекне чистарту технологиясе, ул эшнең өслеген нурландыру өчен югары энергияле импульс лазер нурын куллана, шулай итеп пычрак, кисәкчәләр яки каплау тиз арада парга әйләнә яки киңәя ала, шулай итеп чистарту процессына ирешә. һәм чистарту.Лазер чистарту, нигездә, датны бетерү, майны чыгару, буяу, каплау һәм башка процессларга бүленә;Ул, нигездә, металл чистарту, мәдәни истәлекләрне чистарту, архитектураны чистарту һ.б. өчен кулланыла. Аның комплекслы функцияләренә нигезләнеп, төгәл һәм сыгылмалы эшкәртү, югары эффективлык һәм энергия саклау, яшел әйләнә-тирә мохитне саклау, субстратка зыян юк, интеллект, яхшы чистарту сыйфаты, Куркынычсызлык, киң куллану һәм башка характеристикалар һәм өстенлекләр, ул төрле сәнәгать өлкәләрендә популярлашты.
Традицион чистарту ысуллары белән чагыштырганда, механик сүрелү чистарту, химик коррозия чистарту, сыек каты тәэсирне чистарту, югары ешлыктагы УЗИ чистарту, лазер чистарту кебек өстенлекләр бар.
2. Лазерны сүндерү
Лазерны сүндерү металл өслекне тиз һәм салкын итәр өчен җылылык чыганагы буларак югары энергияле лазер куллана.Сүндерү процессы югары каты һәм ультра-нечкә мартенсит структурасын алу, каты булуын һәм металл өслекнең каршылыгын яхшырту, арыганлыкка каршы торуны яхшырту өчен өслектә кысу стрессы формалаштыру өчен тиз арада тәмамлана.Бу процессның төп өстенлекләренә кечкенә җылылык тәэсир иткән зона, кечкенә деформация, югары автоматлаштыру, сайлап сүндерүнең яхшы сыгылмасы, чистартылган бөртекләрнең каты булуы, әйләнә-тирә мохитне саклау керә.Мәсәлән, лазер ноктасы теләсә нинди киңлек позициясен сүндерү өчен көйләнергә мөмкин;Икенчедән, лазер башы һәм күп күчәрле робот бәйләнеше катлаулы өлешләрнең билгеләнгән мәйданын сүндерә ала.Башка мисал өчен, лазерны сүндерү бик кайнар һәм тиз, һәм сүндерү стрессы һәм деформация кечкенә.Лазерны сүндергәнче һәм аннан соң эш кисәгенең деформациясе игътибарсыз калырга мөмкин, шуңа күрә ул югары төгәллек таләпләре булган өлешләрне өстән эшкәртү өчен аеруча яраклы.
Хәзерге вакытта лазерны сүндерү автомобиль сәнәгатендә, форма сәнәгатендә, җиһаз коралларында һәм машина сәнәгатендә зәгыйфь өлешләрне ныгытуда уңышлы кулланылды, аеруча тизлек, вал өслеге, кулланма, иҗек кебек зәгыйфь өлешләрнең хезмәт срогын яхшыртуда. формалар.Лазерны сүндерүнең үзенчәлекләре түбәндәгечә:
(1) Лазерны сүндерү - тиз җылыту һәм үз-үзен дулкынландыручы суыту процессы, мич җылысын саклау һәм суыткыч сүндерүне таләп итми.Бу пычранусыз, яшел һәм әйләнә-тирә мохиткә чиста җылылык эшкәртү процессы, һәм зур формалар өстендә бердәм сүндерүне җиңел тормышка ашыра ала.
)
(3) Лазер нурының кечкенә аерма почмагы аркасында, аның яхшы юнәлеше бар, һәм яктылык системасы аша форма өслеген төгәл сүндерә ала.
(4) Лазер өслеген сүндерүнең каты катлам тирәнлеге гадәттә 0,3-1,5 мм.
3. Лазерлы аннальинг
Лазерны яндыру - җылылык белән эшкәртү процессы, ул лазерны материал өслеген җылыту, материалны озак вакыт югары температурага чыгару, аннары әкренләп суыту өчен куллана.Бу процессның төп максаты - стрессны азат итү, материаль тотрыклылыкны һәм катгыйлыкны арттыру, махсус микросруктура җитештерү.Ул матрица структурасын көйләү, катылыкны киметү, бөртекләрне чистарту һәм эчке стрессны бетерү сәләте белән характерлана.Соңгы елларда лазер белән аннальлау технологиясе ярымүткәргеч эшкәртү сәнәгатендә яңа процесска әйләнде, бу интеграль схемаларның интеграциясен яхшырта ала.
4. Лазер шокын ныгыту
Лазер шокын ныгыту технологиясе - яңа һәм югары технология, ул көчле лазер нуры белән тудырылган плазма шок дулкынын арыганлыкка каршы тору, металл материалларның коррозиягә каршы тору өчен куллана.Аның бик күп өстенлекләре бар, мәсәлән, җылылыкка тәэсир итмәгән зона, югары энергия эффективлыгы, ультра югары ставкалар тизлеге, көчле контрольлек һәм искиткеч ныгыту эффекты.Шул ук вакытта, лазер шокын ныгыту тирән калдыклы кысу стрессына, яхшырак микросруктурага һәм өслекнең бөтенлегенә, җылылык тотрыклылыгына һәм озын гомеренә ия.Соңгы елларда бу технология тиз үсешкә иреште, һәм аэрокосмос, милли оборона һәм хәрби сәнәгатьтә һәм башка өлкәләрдә зур роль уйный.Моннан тыш, каплау, нигездә, эш кисәген лазер януыннан саклау һәм лазер энергиясенең үзләштерүен көчәйтү өчен кулланыла.Хәзерге вакытта еш кулланыла торган каплау материаллары - кара буяу һәм алюминий фольга.
Лазер кабыгы (LP), шулай ук лазер шок пенингы (LSP) буларак та билгеле, өслек инженериясе өлкәсендә кулланыла торган процесс, ягъни киемгә каршы торуны яхшырту өчен материалларда калдык стресслары тудыру өчен, көчле көчле лазер нурларын куллану. (мәсәлән, киемгә каршы тору һәм арыганлыкка каршы тору), яисә материалларның өслек катылыгын арттыру өчен материалларның нечкә кисәкләренең көчен яхшырту.
Күпчелек материал эшкәртү кушымталарыннан аермалы буларак, LSP кирәкле эффектка ирешү өчен җылылык эшкәртү өчен лазер көчен кулланмый, ләкин механик эшкәртү өчен нур эффектын куллана.Powerгары көчле кыска импульс белән максатчан эш кисәгенең өслегенә тәэсир итәр өчен югары көчле лазер нуры кулланыла.
Якты нур металл эш кисәгенә тәэсир итә, эш кисәген шунда ук нечкә плазма хәленә китерә һәм эш өлешенә шок дулкыны басымын куллана.Кайвакыт металл парга әйләнү өчен эш кисәгенә нечкә катлам белән капланган материал кушыла.Плазманы (гадәттә су) алу өчен басым ясау өчен, башка үтә күренмәле каплау материаллары яки инерцион комачаулык катламнары кулланыла.
Плазма шок дулкыны эффектын чыгара, эш өлешенең өске микросруктурасын тәэсир ноктасында үзгәртә, аннары металл киңәю һәм кысылу чылбыр реакциясен барлыкка китерә.Бу реакция аркасында тудырылган тирән компрессив стресс компонентның гомерен озайтырга мөмкин.
5. Лазер эретү
Лазер эретү - яңа өслекне модификацияләү технологиясе, ул авиация материалларының төрле хезмәт шартлары һәм югары энергия тыгызлыгы лазер нурларын җылыту һәм конденсация тизлеге характеристикасы буенча структур өлешләр өслегендә аморф нанокристалл ныгытылган сермет композит капламнарын әзерләү өчен кулланыла ала. авиация материалларын өстән үзгәртү максатына ирешү өчен.Лазер эретү технологиясе белән чагыштырганда, лазер белән каплау технологиясе субстратның эретелгән бассейнга, кечкенә җылылыкка тәэсир иткән зонага, эш өлешенең кечкенә җылылык деформациясенә һәм лазер белән капланганнан соң эш кисәгенең кечкенә кисәкчәләренә ия.Лазер белән каплау материалларның өслек үзлекләрен сизелерлек яхшырта, тузган материалларны төзәтә ала.Бу югары эффективлык, тиз тизлек, яшел әйләнә-тирә мохитне саклау һәм пычранусыз, эшкәртүдән соң эш кисәгенең яхшы эшләве үзенчәлекләренә ия.
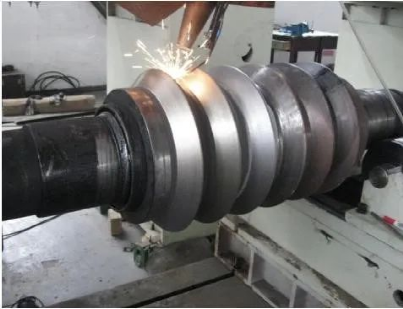 6. Лазер белән каплау
6. Лазер белән каплау
Лазер белән каплау технологиясе шулай ук өслек инженериясенең үсеш юнәлешен һәм дәрәҗәсен күрсәтүче яңа өслекне үзгәртү технологияләренең берсе.Лазер белән каплау технологиясе титан эретмәләренең өслеген модификацияләүнең тикшеренү ноктасына әверелде, каплау белән субстрат арасында пычранусыз һәм металлургия комбинациясенең өстенлекләре аркасында.Лазер белән капланган керамик каплау яки керамик кисәкчәләр белән ныгытылган композит каплау - титан эретмәсенең өслек киеменә каршы торуны яхшырту өчен эффектив ысул.Факттагы эш шартлары буенча тиешле материал системасын сайлагыз, һәм лазер белән каплау технологиясе иң яхшы процесс таләпләренә ирешә ала.Лазер белән каплау технологиясе аэроенгин плиталары кебек төрле уңышсыз өлешләрне төзәтә ала.
Лазер өслеген эретү һәм лазер өслеген каплау арасындагы аерма шунда: лазер өслеген эретү - кушылган эретелгән элементларны һәм субстратның өслек катламын сыек хәлдә эретү катламы формалаштыру;Лазер өслеген каплау - барлык эретү һәм микро субстрат өслеген эретү, шулай итеп каплау катламы һәм субстрат материал металлургия комбинациясен формалаштыра һәм каплау катламы составын үзгәртми.Лазер эретү һәм лазер белән каплау технологиясе, нигездә, өслек киеменә каршы торуны, коррозиягә каршы торуны һәм титан эретмәләренең классификация каршылыгын яхшырту өчен кулланыла.
Хәзерге вакытта металл өслекләрне ремонтлау һәм модификацияләүдә лазер белән каплау технологиясе киң кулланылган.Ләкин, традицион лазер белән каплауның сыгылучан эшкәртү, махсус формадагы ремонт, кулланучы билгеләгән өстәмә һ.б. өстенлекләре һәм характеристикалары булса да, аның эш нәтиҗәлелеге түбән, һәм ул әле зур масштаблы тиз җитештерү һәм эшкәртү таләпләренә җавап бирә алмый. кайбер җитештерү кырлары.Масса-күләм җитештерү ихтыяҗларын канәгатьләндерү һәм каплауның эффективлыгын күтәрү өчен, югары тизлекле лазер белән каплау технологиясе барлыкка килде.
Speedгары тизлектәге лазер белән каплау технологиясе компакт һәм ирекле каплау катламын тормышка ашыра ала.Ябык катламның өслек сыйфаты компакт, субстрат белән металлургия бәйләнеше, ачык кимчелекләр юк, өслеге шома.Аны әйләнүче организмда гына түгел, самолетта һәм катлаулы өслектә дә эшкәртеп була.Даими техник оптимизация ярдәмендә бу технология күмер, металлургия, диңгез платформалары, кәгазь ясау, граждан приборлары, автомобильләр, суднолар, нефть, аэрокосмик тармакларда киң кулланылырга мөмкин, һәм традицион электроплатинг технологиясен алыштыра алырлык яшел эшкәртү процессына әверелергә мөмкин.
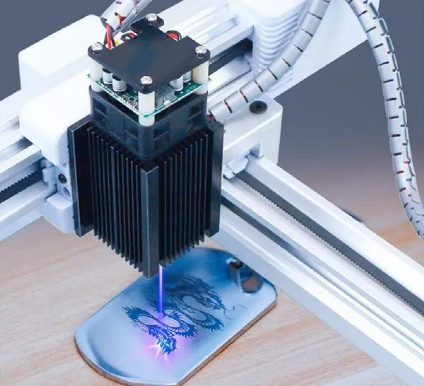
7. Лазер язу
Лазер гравировкасы - лазер эшкәртү процессы, ул CNC технологиясен кулланып, югары энергияле лазер нурын материал өслегенә проектлый, һәм лазер тудырган җылылык эффектын материаль өслектә ачык үрнәкләр ясый.Эретүнең физик денатурасы һәм эшкәртү материалларын лазер граврациясе нурланышында газлаштыру лазер гравюрасын эшкәртү максатларына ирешергә мөмкинлек бирә.Лазер граврациясе - объектка сүзләр язу өчен лазер куллану.Бу технология белән ясалган сүзләрнең бернинди мәгънәсе дә юк, объектның өслеге шома һәм яссы, һәм кулъязма киемсез.Аның үзенчәлекләре һәм өстенлекләре: куркынычсыз һәм ышанычлы;Төгәл һәм җентекле, төгәллек 0,02 ммга җитә ала;Эшкәртү вакытында әйләнә-тирә мохитне саклау һәм материалларны саклау;Чыгыш рәсемнәре буенча югары тизлек, югары тизлек белән гравировка;Аз бәя, эшкәртү күләме белән чикләнми һ.б.
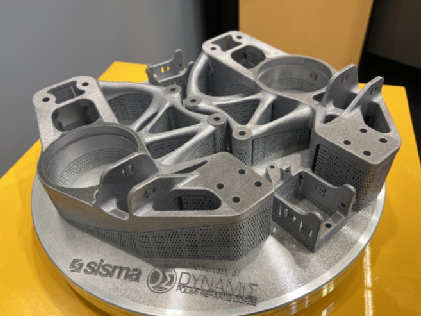
8. Лазер 3D басма
Бу процесс лазер белән каплау технологиясен куллана, ул гади матдә яки эретелгән порошокны турыдан-туры эретү өчен, борыч белән ташылган порошок агымын нурландыру өчен лазер куллана.Лазер нуры киткәч, эретмә сыеклык тиз эретелә, эретүнең тиз прототиплашуын тормышка ашыру өчен.Хәзерге вакытта ул сәнәгать модельләштерү, машина җитештерү, аэрокосмос, хәрби, архитектура, кино һәм телевидение, көнкүреш техникасы, җиңел сәнәгать, медицина, археология, мәдәният һәм сәнгать, скульптура, бизәнү әйберләре һәм башка өлкәләрдә киң кулланылган.
9. Лазер өслеген эшкәртү һәм реанимациянең типик сәнәгать кулланмалары
Хәзерге вакытта металлургия, тау машиналары, формалар, нефть энергиясе, җиһаз кораллары, тимер юл транзиты, аэрокосмос, техника һәм башка тармакларда лазер өслеген эшкәртү һәм өстәмә җитештерү технологияләре, процесслар һәм җиһазлар киң кулланыла.
10. Лазер электроплатинг технологиясен куллану
Лазерлы электроплатинг - яңа югары энергияле нур электроплатинг технологиясе, ул микроэлектрон җайланмалар һәм зур масштаблы интеграль схемалар җитештерү һәм ремонтлау өчен зур әһәмияткә ия.Хәзерге вакытта, лазер электроплатировкасы, лазер абляциясе, плазмалы лазер чүпләү һәм лазер реактив принцибы әле дә тикшерелә, аларның технологияләре кулланыла.Даими лазер яки импульс лазеры электроплатинг ваннасында катод өслеген нурландырганда, металлның чүпләнү тизлеген яхшыртып кына калмыйча, компьютер шулай ук лазер нурының траекториясен контрольдә тоту өчен кулланыла ала. көтелгән катлаулы геометрия.
Лазер электроплатасын практикада куллану, нигездә, түбәндәге ике үзенчәлеккә нигезләнә:
(1) Лазер нурланыш өлкәсендәге тизлек организмдагы электроплатинг тизлегеннән күпкә югарырак (якынча 103 тапкыр);
(2) Лазерның контроль сәләте көчле, ул материалның кирәкле өлешен кирәкле күләмдә металлга әйләндерә ала.Гади электроплатинг бөтен электрод субстратында була, һәм электроплатинг тизлеге әкрен, шуңа күрә катлаулы һәм нечкә үрнәкләр формалаштыру кыен.Лазер электроплатиясе лазер нурын микрометр зурлыгына көйли ала, һәм микрометр зурлыгында сакланмаган эз үткәрә ала.Схема дизайны, схеманы ремонтлау һәм микроэлектрон тоташтыргыч компонентларында җирле чүпләү өчен, бу төр югары тизлекле картография көннән-көн практиклаша бара.
Гади электроплатинг белән чагыштырганда, аның өстенлекләре:
. μ m / s ;
(2) Металл чүпләү лазер нурланыш өлкәсендә генә була, һәм җирле чүпләү каплавы сакланмыйча алына ала, шулай итеп җитештерү процессын гадиләштерә;
3) каплау ябышуы бик яхшырган;
4) Автоматик контрольне тормышка ашыру җиңел;
5) кыйммәтле металлларны саклагыз;
(6) equipmentиһазларга инвестицияләр һәм эшкәртү вакытын саклагыз.
Даими лазер яки импульс лазеры электроплатинг ваннасында катод өслеген нурландырганда, металлның чүпләнү тизлеген яхшыртып кына калмый, шулай ук компьютер көтелгән комплекс белән капланмаган каплау алу өчен лазер нурының хәрәкәт юлын контрольдә тота ала. геометрия.Лазер реактив көчәйтелгән электроплатингның хәзерге яңа технологиясе лазер көчәйтелгән электроплатинг технологиясен электроплатинг эремәсе сиптерү белән берләштерә, шулай итеп лазер һәм каплау эремәсе бер үк вакытта катод өслегенә атыла ала, һәм масса күчерү тизлеге масса күчерү тизлегеннән күпкә тизрәк. лазер нурлары аркасында килеп чыккан микро стринг, шулай итеп бик югары чокыр тизлегенә ирешә.

Киләчәк үсеш һәм инновация
Киләчәктә лазер өслеген эшкәртү һәм өстәмә җитештерү җиһазларын үстерү юнәлешен түбәндәгечә ясарга мөмкин:
· Efficiencyгары эффективлык - югары эшкәртү эффективлыгы, заманча сәнәгатьнең тиз җитештерү ритмына туры килү;
· Performanceгары җитештерүчәнлек - җиһаз төрле функцияләргә, тотрыклы эшләргә һәм төрле эш шартларына яраклы;
· Intelligenceгары интеллект - интеллект дәрәҗәсе гел яхшыра, аз кул белән интервенция белән;
· Арзан бәя - җиһаз бәясе контрольдә тотыла, һәм куллану бәясе кими;
· Customization - җиһазларны персональләштерү, сатудан соң төгәл хезмәт күрсәтү,
· Һәм кушылу - лазер технологиясен традицион эшкәртү технологиясе белән берләштерү.
Пост вакыты: 17-2022 сентябрь