
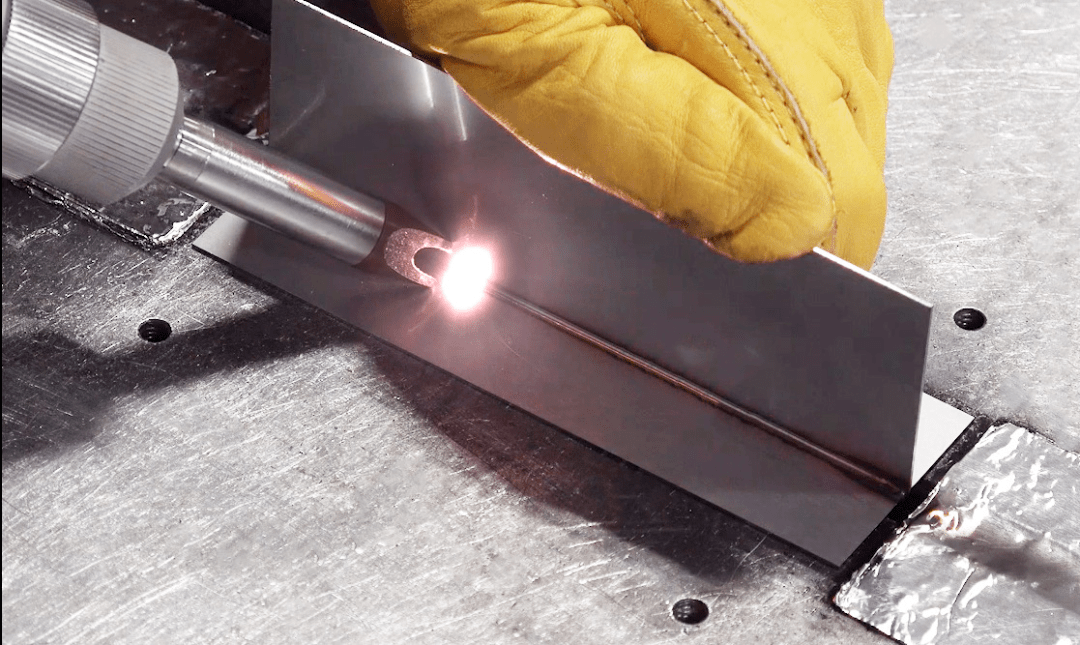
Эретеп ябыштыру түгәрәгендәге һәркем белгәнчә, традицион MIG эретеп ябыштыру һәм TIG эретеп ябыштыру тармакта киң кулланыла.Ләкин, бу ике эретеп ябыштыру ысулы эретеп ябыштыручыларның осталыгына югары таләпләргә ия.Эретеп ябыштыручыларга эретеп ябыштыру өчен күп вакыт сарыф итәргә кирәк.Лазерлы кул белән эретеп ябыштыру системасы гади кешеләргә эшне җиңеләйтә, һәм югары сыйфатлы эретеп ябыштыру эффектларын җиңел ала ала.
Без лазер кул белән эретеп ябыштыруның эретеп ябыштыру үрнәгендә берничә сынау үткәрдек, мәсәлән, киеренкелек, бөкләү, металлография.Алга таба, әйдәгез карыйк, лазер белән эретеп ябыштыру системасының эретеп ябыштыру сыйфаты сынауны уңышлы уза аламы.

01 、 үзенчәлекләр
• Лазер көче 1500Втка кадәр.Төрле материаллар һәм калынлыклар өчен иң яхшы эретеп ябыштыру көйләнмәләрен интуитив көйләү плитәсе аша тиз сайлап була.
• Яңа сакланган эретеп ябыштыручыларга берничә сәгать тренинг вакытында эретеп ябыштыру эшләрен үзләштерү өчен 74 сакланган алдан билгеләнгән һәм кулланучылар билгеләгән процесс параметрларын кулланыгыз.
• 2500Втка кадәр иң югары көче белән тәэмин итү, эретеп ябыштыру мөмкинлегенә ия булу өчен саклау режимын сайлагыз.
• Оригиналь нигездә яңа чистарту функциясе өстәлә, ул эретеп ябыштырганчы майны, датны, каплауны тиз һәм җиңел бетерә ала, һәм эретеп ябыштырганнан соң өслек калдыкларын һәм оксидлашу төсләрен бетерә ала.Матур эретеп ябыштыручы яки химик матдәләр кулланмыйча, өстәмә чыгымнарны һәм вакытны саклап була.
02 eld Эретеп ябыштырыла торган материаллар
| Материаль фән | КалынлыкБер як эретеп ябыштыру | КалынлыкИке яклы эретеп ябыштыру |
| тутыкмас корыч | 4 мм | 10 мм |
| йомшак корыч | 4 мм | 10 мм |
| алюминий | 4 мм | 10 мм |
| бакыр | 1 мм | 2 мм |
03 vant өстенлекләр
• wгары эретеп ябыштыру: традицион эретеп ябыштыруга караганда 4 тапкыр тизрәк, җитештерүчәнлекне арттыру һәм һәр эш кисәгенең бәясен киметү.
• wгары эретеп ябыштыру сыйфаты: Бердәм эретелгән калын материаллар, нечкә материаллар, һәм чагылдырылган металллар деформациясез, су асты яисә янмый, һәм җылылыкка тәэсир иткән мәйдан бик кечкенә.
• Куллану җиңел: гади көйләү, өйрәнү, депрессия белән эш итү, бердәм югары сыйфатлы эретеп ябыштыруны һәм чистартуны тормышка ашыра ала.
• Эретеп ябыштыру: Нефть таплары, дат, каплау эретеп ябыштырганчы алынырга тиеш, һәм эретеп ябыштырганнан соң өслек калдыклары һәм оксидлашу төссезләнә, абразив яки химик матдәләр куллану вакытын һәм бәясен экономияли.
• Материалларның киң ассортименты: Төрле калынлыктагы металллар, ультра нечкә өлешләр, бакыр эретеп ябыштыру, төрле үткәрүчәнлеге булган материаллар.
• Селкенү белән эретеп ябыштыру: Селкенү киңлеге 5 мм га кадәр, эретеп ябыштыру сәләтен яхшырта һәм эретеп ябыштыру биеклеге матур.
• Оператор куркынычсызлыгы: Күп баскычлы сенсорлар һәм үзара бәйләнешле куркынычсызлык җайланмалары
| Традицион эретеп ябыштыру ысулы | Лазер белән эретеп ябыштыру | |
| эретеп ябыштыру тизлеге | гади | 4 тапкырга тизрәк |
| эретеп ябыштыру сыйфаты | Оператор тәҗрибәсенә бәйле | Qualityгары сыйфатлы эффект |
| Уку кыенлыгы | авыр | Куллану җиңел |
| Эшне эретеп ябыштыруга әзерлек | Әзерлек мөһим һәм авыр | Аз һәм гади әзерлек |
| Эретеп ябыштырганчы эш кисәген әзерләү Материаль сыгылучылык | Материаль үзгәрешләр белән чикләнгән | Киң диапазон, куярга кирәк түгел |
| Atылылыкка кагылган зона | зур | Кечкенә |
| Бөкләү һәм деформация | Бик җиңел | Деформацияләү җиңел түгел |
| Селкенү | Беркем дә юк | 5 мм га кадәр селкенү киңлеге |
04. Техник параметрлар
| лазер көче | Highгары көч | көче | Тәртип саклау сыйфаты | Чистарту киңлегеһәм озынлыгы | Селкенү озынлыгыһәм ешлык | Ensionsлчәмнәре(L * W * H) | авырлык |
| 1500Вт | 2500Вт | 220В,24А | 74 | 15 мм | 300H кадәр,5 мм га кадәр | 641 * 316 * 534 мм | 53КГ |
Лазерлы кул белән эретеп ябыштыру эше TIG эретеп ябыштыру һәм күп яклардан MIG эретеп ябыштырудан күпкә өстен булуын күрәбез.Бәлки, тиздән эретеп ябыштыру кыры лазер белән эретеп ябыштыру дөньясы булыр.
Пост вакыты: 30-2022 ноябрь